























































Dikişlərin uğursuzluğunun məqbul nəticə olmadığı markalar üçün bu iki vəziyyət arasındakı fərqi bəzi təfərrüatlarla başa düşməyə dəyər.
27.12 MHz standart: RF qaynağı niyə fərqli qızdırılır
RF qaynağı ilə adi termal birləşmə arasındakı əsas fərq təkcə səmərəlilik deyil - bu, istilik materialdan keçdiyi istiqamətdir.
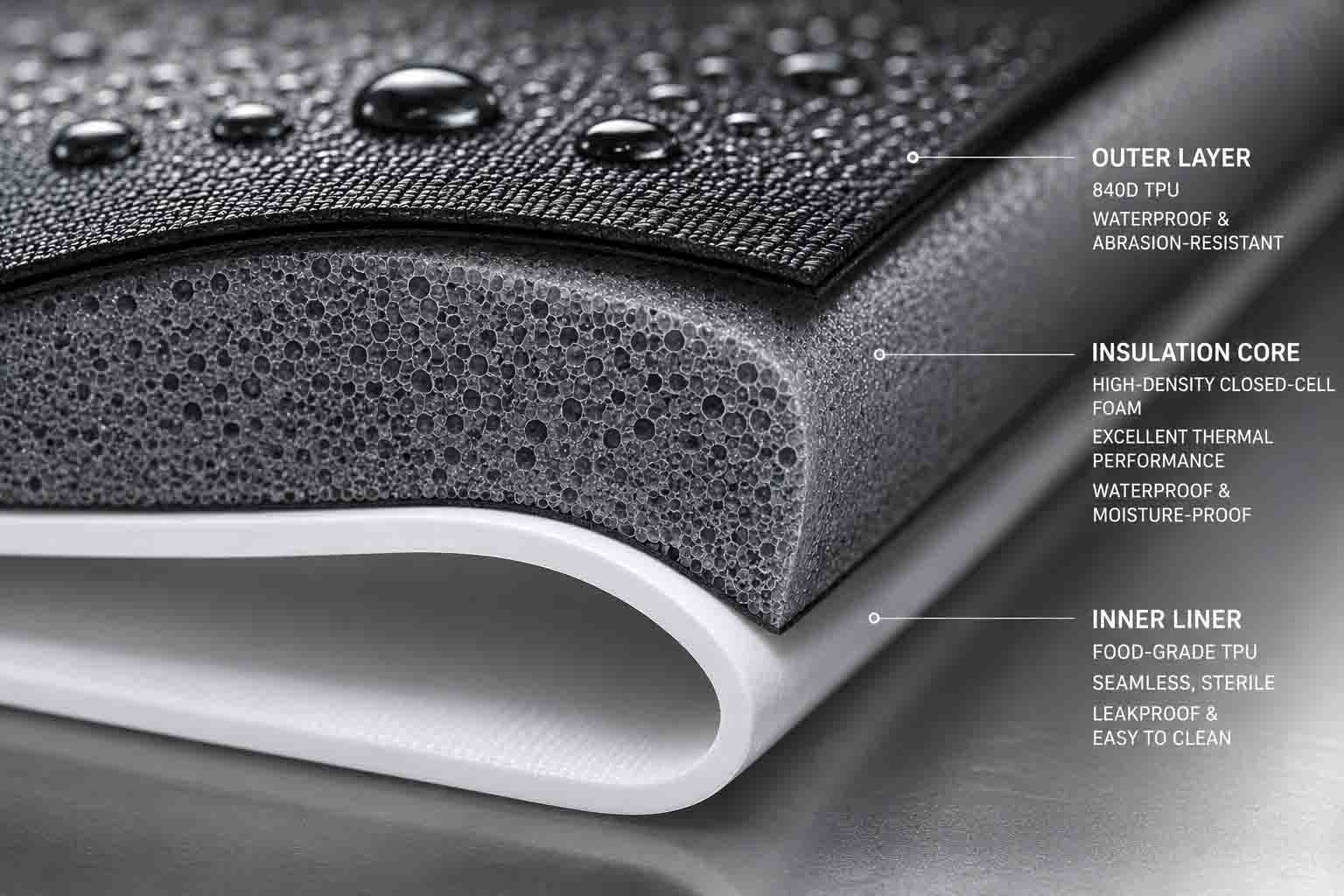
Ənənəvi üsullar (isti çubuqlar, qızdırılan lövhələr, istilik tabancaları) materialın səthinə enerji tətbiq edir və daxili hissəni birləşdirmə temperaturuna çatdırmaq üçün keçiriciliyə əsaslanır. İncə filmlər üçün bu adekvat işləyir. Premium suya davamlı dişlilərdə istifadə olunan qalın, sıx TPU laminat parçalar üçün bu, praktiki problem yaradır: daxili interfeysin birləşmə temperaturuna gətirilməsi, əvvəlcə xarici təbəqənin yandırılması və ya deformasiyası riski üçün kifayət qədər səthdə qalma müddəti tələb edir. Materialın qalınlığı artdıqca "kifayət qədər deyil" və "çox" arasındakı pəncərə daralır.
RF qaynağı, materialı içəri keçirtməkdənsə, onun içindən istilik yaradaraq bundan yan keçir. Professional RF qaynaq avadanlığı 27.12 MHz-də işləyir - bu sənaye avadanlığı sinfi üçün ayrılmış təyin edilmiş ISM (sənaye, elmi və tibbi) radiotezlik diapazonu. Bu tezlikdə dəyişən elektromaqnit sahəsi TPU daxilindəki qütb molekullarının hər bir rəqslə yenidən hizalanmağa cəhd etməsinə səbəb olur: saniyədə təxminən 27 milyon dəfə. Bunun yaratdığı molekulyar sürtünmə, səthdən daxili istilik keçiriciliyinə əsaslanmadan qaynaq zonasında, birləşmənin baş verməli olduğu interfeysdə bərabər şəkildə istilik yaradır.
Eyni vaxtda tətbiq olunan pnevmatik təzyiq altında birləşmə interfeysindəki material birləşmə temperaturuna çatır və təbəqələr molekulyar səviyyədə birləşir. Sahə çıxarıldıqdan və material davamlı təzyiq altında soyuduqdan sonra, iki panel arasındakı orijinal sərhəd artıq struktur olaraq mövcud deyil - qaynaq zonası tək davamlı material parçasına çevrildi. Dağıdıcı çəkmə sınaqlarında bu zona adətən ətrafdakı əsas parçanın uğursuzluq nöqtəsindən keçir. Bu nəticə düzgün icra edilmiş RF qaynağı üçün praktiki meyardır.
Qaynaq 840D Yüksək Dözümlü TPU: Xəta üçün Daha Dar Marja
RF qaynağı bir sıra uyğun termoplastiklər - PVC, PET, EVA, müxtəlif PU örtüklü parçalar üzərində işləyir. Yük altında davamlı aşınma müqaviməti və struktur bütövlüyü tələb edən ağır yüklü açıq hava tətbiqləri üçün 840 denye yüksək davamlı TPU əsas materialdır. O, həmçinin prosesin kalibrlənməsinə ən çox tələbləri qoyur.
Daha yüksək denier qaynaq zonasında daha çox material kütləsi deməkdir ki, bu da ərimə temperaturuna gətirmək üçün daha çox elektromaqnit enerjisi tələb edir. Çətinlik ondadır ki, bu, sadəcə olaraq gücü artırmaq demək deyil. Əməliyyat pəncərəsi - qeyri-kafi enerji (natamam ərimə, sızma meylli qaynaq) və həddindən artıq enerji (materialın yanması, zədələnmiş suya davamlı maneə) arasındakı diapazon - parça çəkisi artdıqca daralır. 420D TPU-da təmiz işləyən güc parametri eyni dövrədə 840D-də soyuq ləkələr yarada bilər, 840D üçün kalibrlənmiş parametr isə eyni məhsulda daha nazik materialları yandıra bilər.
Bunun idarə edilməsi materiala xüsusi kalibrləmə tələb edir. 840D TPU istehsal xəttinə daxil olduqda - istər yeni məhsulun tətbiqi, istərsə də eyni təchizatçıdan yeni material partiyası - RF gücü çıxışı, pres təzyiqi və dövriyyə vaxtı həmin xüsusi materialla təsdiqlənməlidir: inkaredici, TPU örtüyünün çəkisi və formulası. Bu parametrlər hər istehsalın başlanğıcında yoxlanılan sənədləşdirilmiş SOP-a aiddir. Bütün parça çəkilərində vahid parametrlər tətbiq edən qurğu, qabiliyyətin necə təsvir olunduğundan asılı olmayaraq, bu işi görmür.
İstehsalın ardıcıllığını təyin edən üç proses dəyişəni
Təzyiq testindən keçən prototip düzgün qaynağın əldə oluna biləcəyini müəyyən edir. Ardıcıl istehsal həcmi üzrə təkrarlana biləcəyini müəyyən edən dəyişənlərə nəzarət etməyi tələb edir.
Kalıp Alətinin Dəqiqliyi
Qaynaq kalıbı - materialla təmasda olan və qaynaq həndəsəsini təyin edən formalı elektrod - mis və ya alüminiumdan xüsusi tikiş nümunəsi ilə tələb olunan ölçülərə qədər işlənir. Bu alətdə ölçü dəqiqliyi ikinci dərəcəli narahatlıq deyil. Qeyri-bərabər kalıp səthi qaynaq zonasında təzyiqin qeyri-bərabər paylanmasına səbəb olur ki, bu da qeyri-bərabər daxili istilik yaradır: materialın tam ərimə temperaturuna çatmadığı soyuq nöqtələr və həddindən artıq istiləşdiyi isti nöqtələr. Soyuq ləkələr sızma başlanğıc nöqtələrinə çevrilir. Qaynar nöqtələr uzunmüddətli tikişlərin bütövlüyünü pozan materialın incəldiyi sahələrə çevrilir.
Kalıp aşınması istehsal həcminə eyni təsir göstərir. İstehsal kampaniyasının başlanğıcında tolerantlıq daxilində olan təmas səthləri tədricən tolerantlıqdan kənara çıxır. Məsul RF qaynaq əməliyyatları kalıbın vəziyyətini izləyir və aşınma qaynaq keyfiyyətinə təsir etməzdən əvvəl alətləri dəyişdirir və ya yenidən kalibrləyir - QC testi yüksək uğursuzluq nisbətlərini göstərəndən sonra deyil.
Təzyiq Tətbiqi: İki Faza, İki Fərqli Funksiya
RF qaynaqında pnevmatik təzyiq aktiv qaynaq fazası və ondan sonrakı soyutma fazası zamanı fərqli funksiyaları yerinə yetirir və hər ikisi vacibdir.
Aktiv RF fazası zamanı təzyiq qaynaq interfeysindəki material təbəqələri arasında intim əlaqəni təmin edərək, TPU birləşmə temperaturuna çatdıqda molekulyar qarışmağa imkan verir. RF enerjisi çıxarıldıqdan sonra soyutma mərhələsində təzyiq əridilmiş zonanı yerində saxlayır, polimer zəncirləri bərkiyir. Qaynaq sahəsi kifayət qədər soyumamışdan əvvəl təzyiqin sərbəst buraxılması hələ də yumşaq materialın deformasiyasına imkan verir - daha zəif bir əlaqə və qaynaq zonasının kənarlarında ölçü uyğunsuzluqları yaradır ki, bu da istifadə zamanı gərginliyin konsentrasiyası nöqtələrinə çevrilir.
Təzyiqin vaxtından əvvəl buraxılması yüksək həcmli RF qaynaqında ən çox yayılmış proses qısa yollarından biridir, burada dövriyyə müddətindəki təzyiq növbəti hissəyə tez keçmək üçün əməliyyat stimulu yaradır. Nəticədə qaynaqlar tez-tez vizual yoxlamadan və ilkin aşağı təzyiq sınağından keçir, sonra davamlı yük və sahədə təkrar çevik dövriyyə altında yüksək uğursuzluq dərəcələrini göstərir.
Cycle Timeming
Tam RF qaynaq dövrü üç mərhələdə işləyir: prepress (RF aktivləşdirmədən əvvəl tətbiq olunan təzyiq, materialın kalıpda düzgün oturmasına imkan verir), aktiv qaynaq (RF enerjisi aktivdir, molekulyar qızma və birləşmə baş verir) və təzyiq altında soyutma (RF-nin söndürülməsi, qaynaq zonasının bərkidilməsi). Hər bir faza material qalınlığına, örtük çəkisinə və istifadə olunan kalıp həndəsəsinə xas olan optimal müddətə malikdir.
Bu vaxtlar materiallar arasında ötürülmür. Müəyyən bir TPU spesifikasiyası üçün hazırlanmış bir dövrə daha ağır parçanın qaynaqlanmasına səbəb olacaq və eyni məhsulun başqa yerlərində istifadə olunan daha yüngül materialın həddindən artıq qaynaqlanması riski daşıyır. İstehsal dövrləri arasında materialın spesifikasiyası dəyişdikdə - fərqli inkar, müxtəlif örtük çəkiləri, müxtəlif təchizatçı partiyaları - dövr parametrləri davamlılıq fərziyyəsini deyil, yenidən təsdiqləməni tələb edir.
1.0 Bar Hidrostatik Təzyiq Testi: Əslində nəyi təsdiqləyir
Vizual tikiş yoxlaması səth səviyyəsindəki qüsurları müəyyən edir: görünən yanıq izləri, qaynaq örtüyündə aşkar boşluqlar, kobud ölçülü təhrif. O, əridilmiş daxili zonaları, qaynaq interfeysindəki mikro boşluqları və ya ətraf mühit şəraitində saxlanılan, lakin yük altında açılan soyuq ləkələri müəyyən etmir. Hər hansı bir təzyiq dərəcəsi iddiası olan suya davamlı məhsullar üçün vizual yoxlama tavan deyil, döşəmədir.
1.0 Bar hidrostatik təzyiq testi ciddi RF qaynaqlı açıq hava məhsulları üçün qiymətləndirmə standartıdır. Bir çubuq 10 metrlik su sütununun hidrostatik təzyiqinə uyğundur - çöldəki məhsulların əksəriyyətinin çöldə istifadə zamanı qarşılaşacağı suya batma şəraitindən əhəmiyyətli dərəcədə kənarda, bu da onu əhəmiyyətli istehsal kvalifikasiyası sınağı edir.

Prosedur: hazır məhsullar 1,0 Bar daxili təzyiqə qədər şişirilir və ya suya batırılır, ya da müəyyən müddət ərzində təzyiq altında saxlanılır. Keçid vəziyyəti hər hansı tikişdən, qaynaq zonasından və ya bağlanma nöqtəsindən sıfır mikro qabarcıq emissiyasıdır. Tək bir qabarcıq miqyasdan asılı olmayaraq sahənin istifadəsi altında suyu qəbul edəcək sızma yolunu göstərir. Bu test səviyyəsində məqbul qismən keçid yoxdur.
Testin təsdiq etdiyi şey, sınaq anında müəyyən bir bölmənin təzyiqə sahib olub-olmamasından kənara çıxır. 1.0 Bar keçirən məhsul hər qaynaq zonasında tam molekulyar birləşməni, tam tikiş həndəsəsi boyunca düzgün diaqram təmasını və təzyiqin buraxılmasından əvvəl adekvat soyudulmasını təsdiqlədi. İstehsal dövriyyəsi üzrə ardıcıl keçid dərəcələri müsbət tendensiyaya çevrilmiş fərdi vahid dəyişikliyi deyil, prosesə nəzarətin sübutudur.
Testin tezliyi testin şiddəti qədər ardıcıldır. Kritik tikiş məhsulları üzərində vahid sınaqdan keçirilməsi tam istehsal əhatəsini təmin edir və göndərilməzdən əvvəl fərdi nasazlıqları aşkar edir. Toplu seçmə daha aşağı qiymətə statistik etibarı təmin edir, lakin fərdi uğursuzluqların aradan qaldırılmasına imkan verir. Müvafiq protokol vahid sahə nasazlığının aşağı axın qiymətindən asılıdır - bir sızmanın zəmanət iddiası və potensial marka ifşası yaradan məhsullar üçün vahid başına sınaq rasional mövqedir.
RF qaynaq qabiliyyətinin qiymətləndirilməsi: prosesin yetkinliyini fərqləndirən suallar
RF qaynaqlı suya davamlı məhsullarda sızmanın qarşısının alınması istehsal iddiası deyil, mühəndislik nəticəsidir. Proses dəyişənləri məlumdur, nəzarət üsulları qurulur və nəticəni təsdiqləyən sınaq protokolu yaxşı müəyyən edilmişdir. Bu sahədə həqiqi qabiliyyətə malik istehsalçı öz fəaliyyətini həmin xüsusi şərtlərlə təsvir edəcəkdir.
Təchizatçının qiymətləndirilməsi zamanı verilməyə dəyər suallar konkretdir:
RF güc parametrləri və dövr müddətləri materialın spesifikasiyasına görə necə sənədləşdirilir və material partiyaları dəyişdikdə yenidən təsdiqlənməyə nə səbəb olur?
Kalıbın vəziyyətinə necə nəzarət edilir və alətlər hansı həddə dəyişdirilir?
Hidrostatik sınaq vahid başına və ya toplu nümunə götürməklə aparılırmı və hansı təzyiqdə?
Onlar müqayisə olunan məhsulların son istehsal seriyalarından sınaq qeydlərini təqdim edə bilərlərmi?
Bunlar əslində bu dəyişənlərə nəzarət edən obyekt üçün çətin suallar deyil. Arxasında proses intizamı olmayan RF qaynaq avadanlığı ilə işləyən bir obyekt üçün bunlar çox çətin suallardır. Cavablar sizə hansı vəziyyətdə olduğunuzu bildirir.